三轴注塑机械手控制系统解析

三轴注塑机械手结构
1、系统组成及说明
CRT-DMC630MF 系统主要由运动控制器(DMC630M)和手持盒(Leader30ST)两个部分组成。
DMC630M 为系统核心,可以存储 512 组不同产品加工数据。
Leader30ST 手持盒,为手持控制端,通过标准 Modbus 协议与 DMC630M 进行实时通讯;手持盒采用工艺文件与坐标信息采集分离式设计,使示教编程更加方便快捷;工艺文件除实现电机基本运动控制(多轴直线插补、圆弧插补、圆弧与插补联动)外,更可进行复杂的逻辑及运算功能。其硬件结构基于高性能 DSP 为控制核心、FPGA 协处理,插补算法、脉冲信号产生及加减速控制、I/O 信号的检测处理,均由硬件和固件实现,确保了运动控制高速、高精度及系统稳定。
DMC630M 支持三轴步进电机、伺服电机控制,以步进电机为例,三轴系统的构成,如 图1所示:
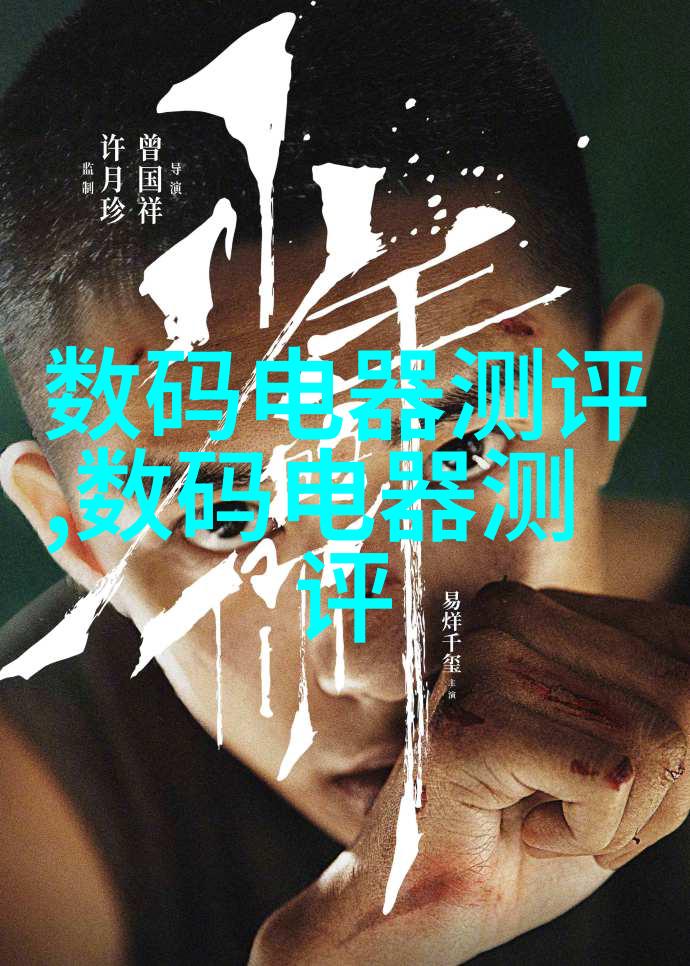
图1
、手持盒和驱动器共同组成了三轴系统的控制部分,手持盒与之间通过标准Modbus 协议进行通讯,通过自身的脉冲输出口给驱动器发送脉冲信号,从而控制三轴系统中的步进电机,再结合的输入输出信号,就可以实现复杂的运动控制。
2、取放料例程
例程要求:如图 2所示:图中立方体为障碍物,加工点不能与之触碰,P1 点为取料点,P2 点位放料点,首先移动到 P1 点,取料(OT1 为 1),延时 1000ms,检测是否取到料(IN16), 若没有取到料(IN16 有效)发出报警信号(OT3),直到解除报警(IN17 有效),取到料后抬高到安全位(P3),移动到 P4,再移动到放料点 P2,放料(OT1 为 0),移动到 P4,移动到 P3,检测是否还要取料(IN18),如果 IN18 有效,移动到 P1 重复之前动作,如果 IN18 无效,回原点 P5。具体的任务流程参考规格说明书。

图2
3、机械手上下料的运动轨迹
AAA客户的生产线上需要使用机械手上下料,结构如图3所示。X轴执行水平左右运动,Y轴执行竖直上下运动,手爪由气缸控制执行抓取动作。它们的任务是将右侧工装上的工件依次抓取至左侧传送带上。X轴原点距离传送带上工件放置点为W,工装上第一个工件距离传送带上工件放置点为S,工装上每个工件之间的距离均为L。
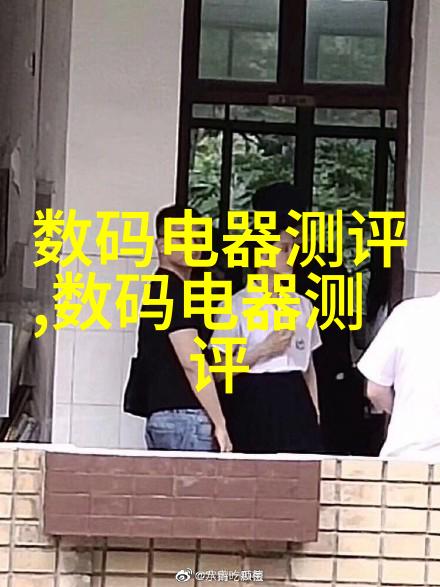
图3 机械手上下料系统组成
通常大多数用户会将X、Y的运动轨迹确定为矩形,即Y轴上下运动完成后X轴再水平运动,然后Y轴再次上下运动,如此反复进行。但这样的方式会导致比较强烈的抖动,并且造成一定的时间浪费。因此,我们CRT可采用图4所示的运动轨迹,在2个拐弯处,X、Y轴进行一段半径为R的圆弧插补运动,这样可大大减弱抖动,且能节省时间。A点为起始点,抓取并放置第1个工件的路径为A→B→C→D→E→F→G→H→I→J→K,抓取并放置第2个工件的路径与第一个相同,只不过A→B和F→G的距离增加了长度L,第3个、第4个、第5个亦然。

图4 机械手上下料运动轨迹
DMC630M支持连续插补运动,在连续插补模式下,速度是连续的,各插补段之间没有加减速过程,从而使得运动更加平滑。
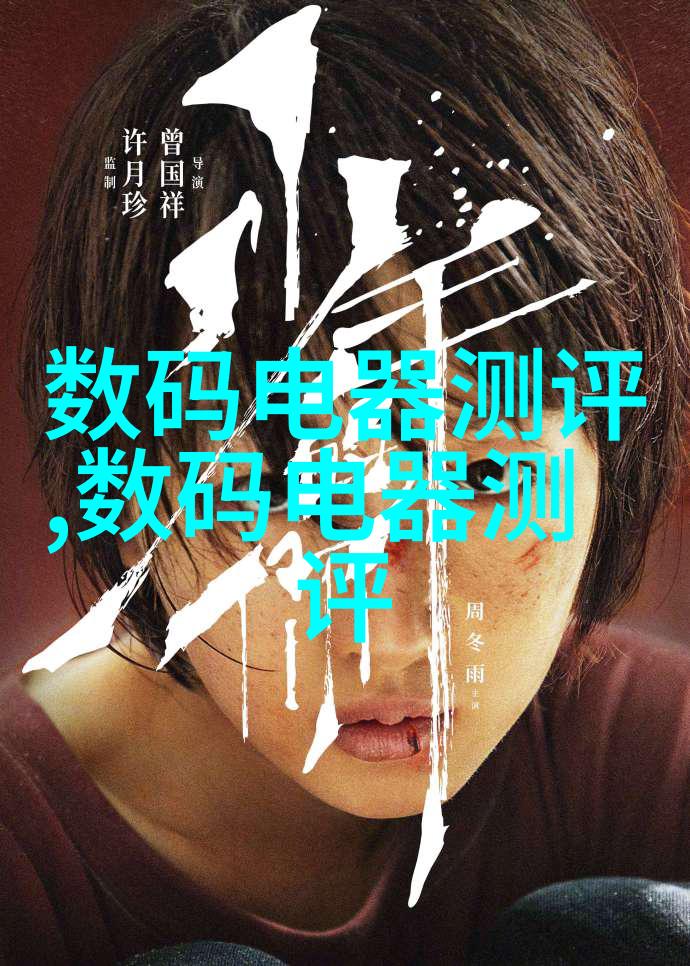
图5 连续插补运动
专业提供工业自动化运动控制技术及解决方案!一三六,五二三四,四九。
---焊接、抛光、切割、桁架机械手、等特种数控设备运动控制系统。



